


插片散热器的加工工艺及挤压生产工艺规程
作者: 时间:2020-08-2417275 次浏览
镇江捷飞电子科技有限公司是集研制、开发生产电子散热器为一体的专业公司,主要生产系列散热器产品,产品包括:1、常用型材散热器;2、插片式散热器;3、叉指型散热器;4、LED散热器;5、新能源汽车散热器;6、充电桩散热器;7、电阻散热器;8、变频散热器。我司产品选材精良,工艺定制,畅销全国各地,深受广大用户的认可。
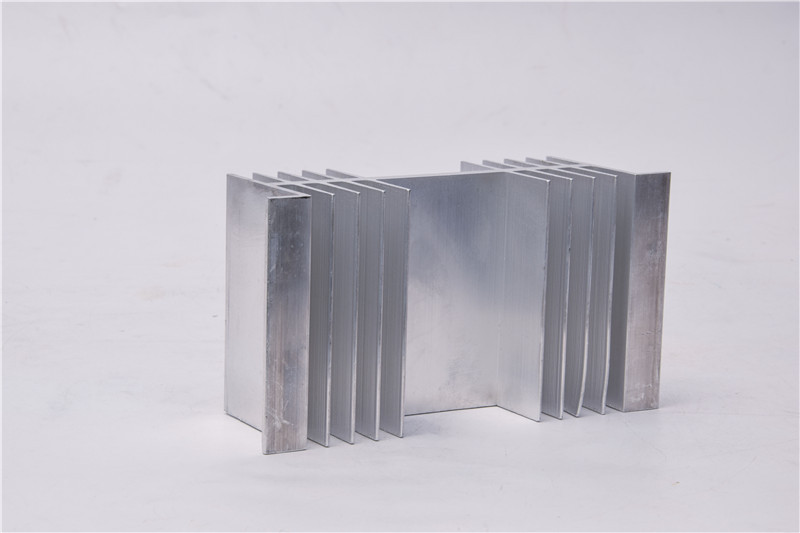
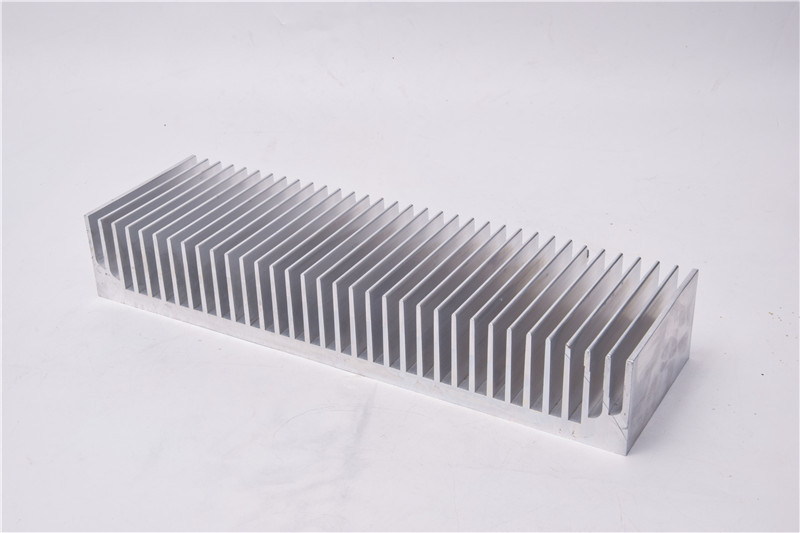
一,插片散热器的加工工艺
首先是插齿技术,它是利用60吨以上的压力,把铝片结合在铜片的基座中,并且铝和铜之间没有使用任何介质,从微观上看铝和铜的原子在某种程度上相互连接,从而彻底避免了传统的铜铝结合产生介面热阻的弊端,大大提高了产品的热传到能力。
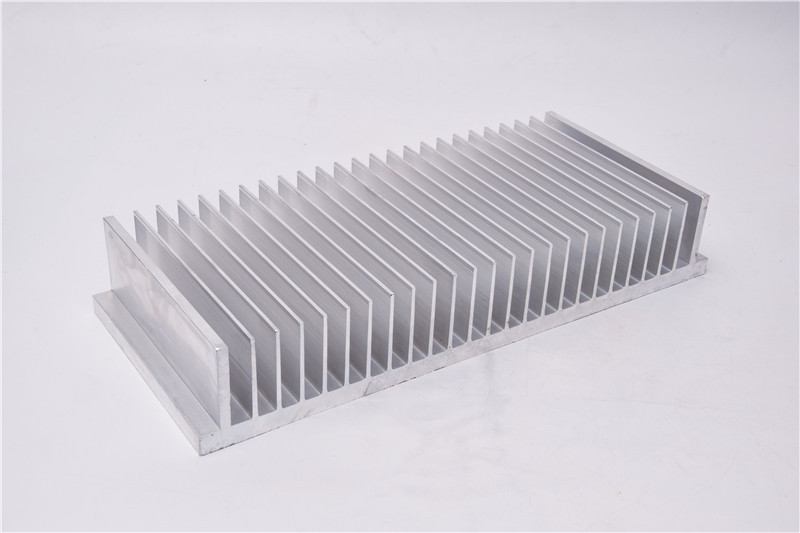
其次是回流焊接技术,传统的接合型散热片最大的问题是介面阻抗问题,而回流焊接技术就是对这一问题的改进。其实,回流焊接和传统接合型散热片的工序几乎相同,只是使用了一个特殊的回焊炉,它可以精确的对焊接的温度和时间参数进行设定,焊料采用用铅锡合金,使焊接和被焊接的金属得到充分接触,从而避免了漏焊空焊,确保了鳍片和底座的连接尽可能紧密,最大限度降低介面热阻,又可以控制每一个焊点的焊铜融化时间和融化温度,保证所有焊点的均匀,不过这个特殊的回焊炉价格很贵,主板厂商用的比较多,而散热器厂商则很少采用。一般说来,采取这种工艺的散热器多用于高端,价格较为昂贵。

二,插片散热器挤压生产工艺规程
1.对于高密齿和舌比大的模具试模时,第一支铝棒必须是150-200mm的短铝棒或纯铝棒。
2.试模前,必须调整好挤压中心,挤压轴、盛锭筒和模座出料口在一条中心线上。
3.在试模和正常生产过程中,铝棒加热温度要保证在480-520℃之间。
4.模具加热温度按常规模具温度,控制在480℃左右,直径200mm以下的平模保温时间不得少于2小时,如果是分流模保温在3小时以上;直径大于200mm以上的模具保温4-6小时,以保证模具芯部温度与外部温度的均匀。
5.在试模或生产前,必须用清缸垫清理干净盛锭筒内胆,并查看挤压机空运行是否正常。
6.试模或刚开始生产时,挤压机自动档关掉,各段开关归零位。从最小压力开始慢慢的起压,出料大概3-5分钟,铝填充过程时主要控制好压力。压力控制在100Kg/cm2以内,电流表数据为2-3A以内,一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生产时挤压速度以压力小于120Kg/cm2为准。
7.模具在试模或生产过程中,如发现堵模、偏齿、快慢偏差太大等现象时要立刻停机,并以点退的方式卸模,避免模具报废。
8.在试模或生产过程中,出料口必须通畅,垫支或夹具松劲根据出料情况合理掌握。随时观察发现异常情况,及时处理,该停机时要立即停机。
9.矫直过程中,要认真检测前后变化,操作规范,用力适度,严保产品质量。
10.按照生产计划单要求合理定尺,锯切时,锯齿进料速度不能太快,避免打伤端头,端头必须钳正,去掉飞边和毛刺。
11.装筐要规范,包括垫条要摆放合理,避免损伤型材。
12.型材时效温度控制在190±5℃,保温2.5-4小时,出炉后进行风冷。


 扫一扫
扫一扫